AQUALINE MEMBRANE BIOREACTORS Membrane bioreactors are biological treatment […]
ASK for Price
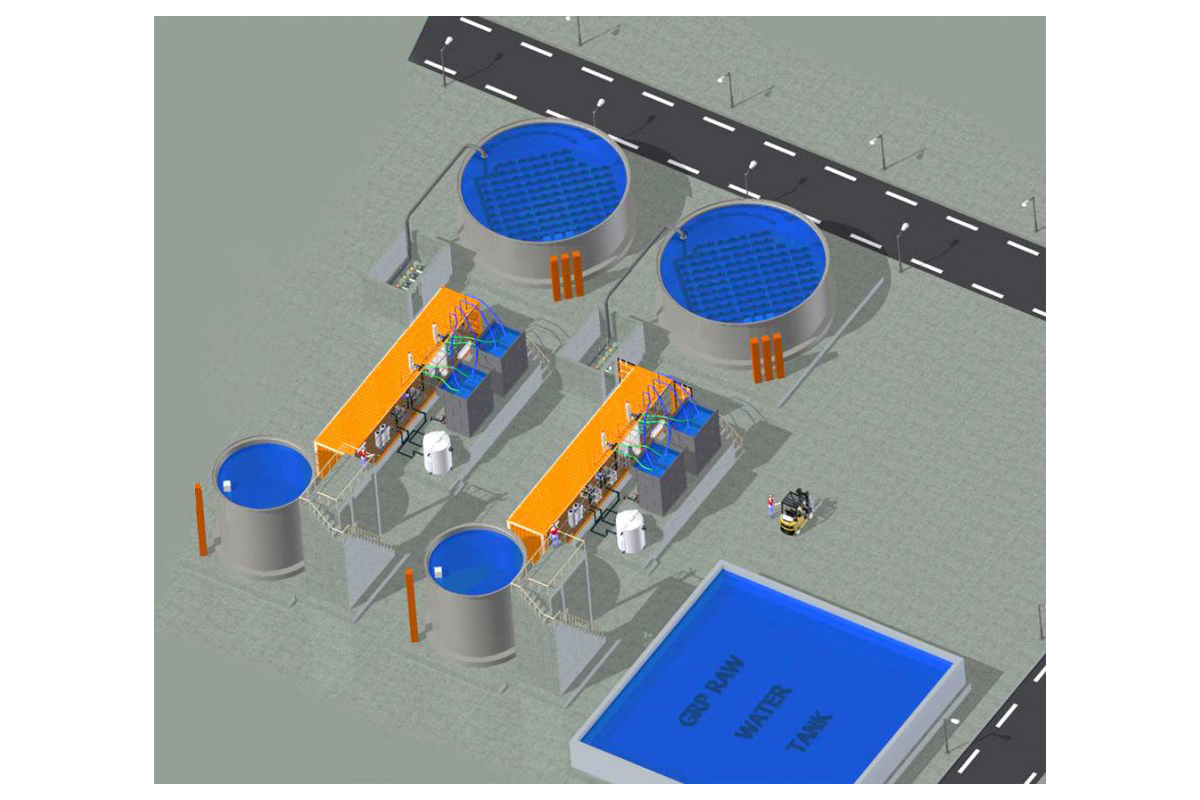
AQUALINE MEMBRANE BIOREACTORS
Membrane bioreactors are biological treatment plants that combine an activated sludge process with submerged membrane filtration. Secondary sedimentation tanks are replaced by membrane units. Complete removal of solids, significant ability to remove bacteria, high-speed and highly efficient organic removal and small footprint are the advantages of MBR systems.
Copyright © 2020 Smart Water Spot
All Rights Reserved.



+44 7544 814 722
18 West Drive Gardens Soham/Ely CB7 5EF UK
sales@smartwaterspot.co.uk